พื้นฐานการออกแบบระบบ MELSEC iQ-R ด้วย Software GX Works 3
พื้นฐานการออกแบบระบบ MELSEC iQ-R ด้วย Software GX Works 3
หลายๆ อุตสาหกรรมที่ใช้ PLC รุ่น MELSEC iQ-R คงทราบถึงประสิทธิภาพของ PLC รุ่นนี้กันอยู่ ซึ่งเป็น PLC จาก Mitsubishi Electric ที่สามารถควบคุมแบบบูรณาการและทรงประสิทธิภาพ สำหรับทุกการใช้งาน โดยมีแพลตฟอร์มการควบคุมที่โดดเด่นเต็มรูปแบบพร้อมด้วยการประมวลผลที่รวดเร็ว การซิงโครไนซ์กันระหว่างโมดูและเครือข่าย
ดังนั้น เมื่อพูดถึงการใช้งาน PLC รุ่น MELSEC iQ-R ก็ต้องพูดถึงการใช้งานซอฟต์แวร์คู่กันด้วย โดย MELSEC iQ-R นั้นจะต้องใช้งานผ่านซอฟต์แวร์ GX Works 3 ซึ่งในบทความนี้จะอธิบายเกี่ยวกับฟังก์ชันพื้นฐานของสำหรับผู้ที่จะใช้งาน GX Works 3 เป็นครั้งแรก จากการกำหนดค่าโปรแกรมโดยใช้ภาษาแลดเดอร์ (Ladder)
ภาพรวมของ GX Works 3
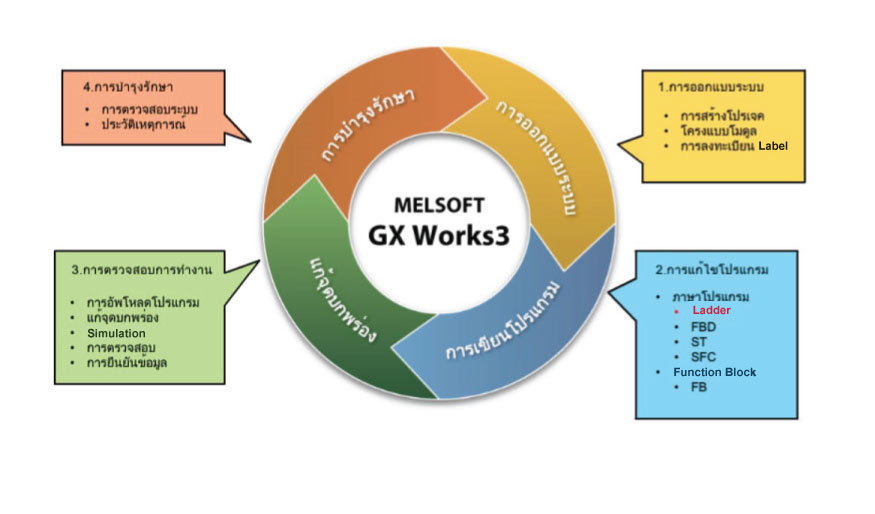
GX Works 3 คือ ซอฟต์แวร์การเขียนโปรแกรมและการบำรุงรักษา ซึ่งได้รับการออกแบบมาสำหรับ MELSEC iQ-R โดยจะประกอบไปด้วยส่วนประกอบต่างๆ ที่ช่วยลดความชับซ้อนในการสร้างโปรเจค และการปฏิบัติงานบำรุงรักษา
GX Works 3 จะถูกใช้งานเพื่อควบคุมส่วนงานต่างๆ ในระแบบการผลิต ตั้งแต่การออกแบบระบบ การแก้ไขโปรแกรม การตรวจสอบการทำงาน และการบำรุงรักษา
ส่วนประกอบสำหรับระบบตัวอย่าง
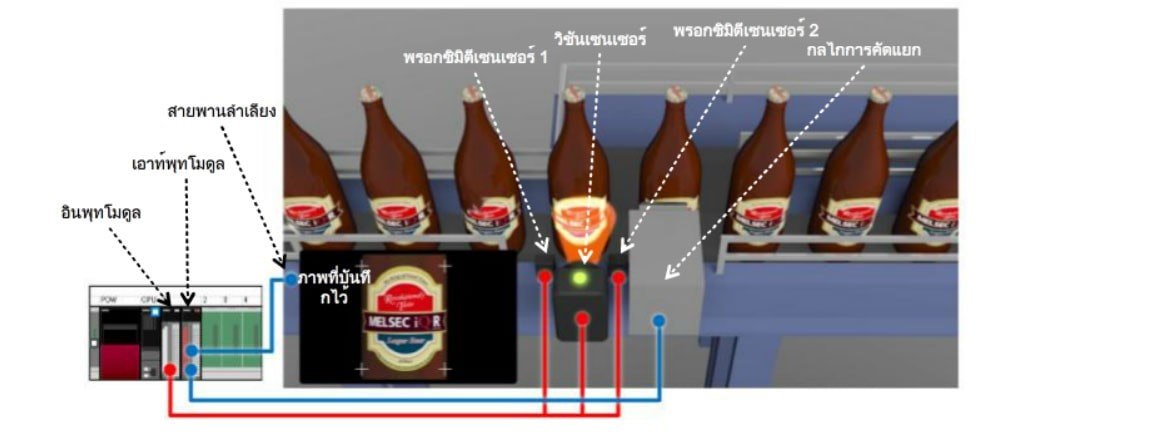
ตัวอย่างระบบควบคุมของ MELSEC iQ-R
1) CPU โมดูล รุ่น RO4CPU
2) ยูนิตฐาน (Base Unit) รุ่น R35B
3) โมดูลแหล่งจ่ายไฟ รุ่น R61P
4) อินพุตโมดูล รุ่น RX40C7
5) เอาท์พุตโมดูล รุ่น RY10R2
อุปกรณ์ภายนอก
1) พรอกซิมิตีเซนเซอร์ 2 ตัว สำหรับตรวจจับตำแหน่งขวด
2) Vision Sensor สำหรับตรวจสอบการติดลาเบลบนขวดอย่างถูกต้องหรือไม่
3) กลไกการคัดแยก สำหรับดันขวดที่ลาเบลบกพร่องออกจากสายพานลำเลียง
4) สายพานลำเลียง สำหรับลำเลียงขวดไปยังเซนซอร์และกลไกคัดแยก
เครื่องมือการใช้งานในซอฟต์แวร์ GX Works 3
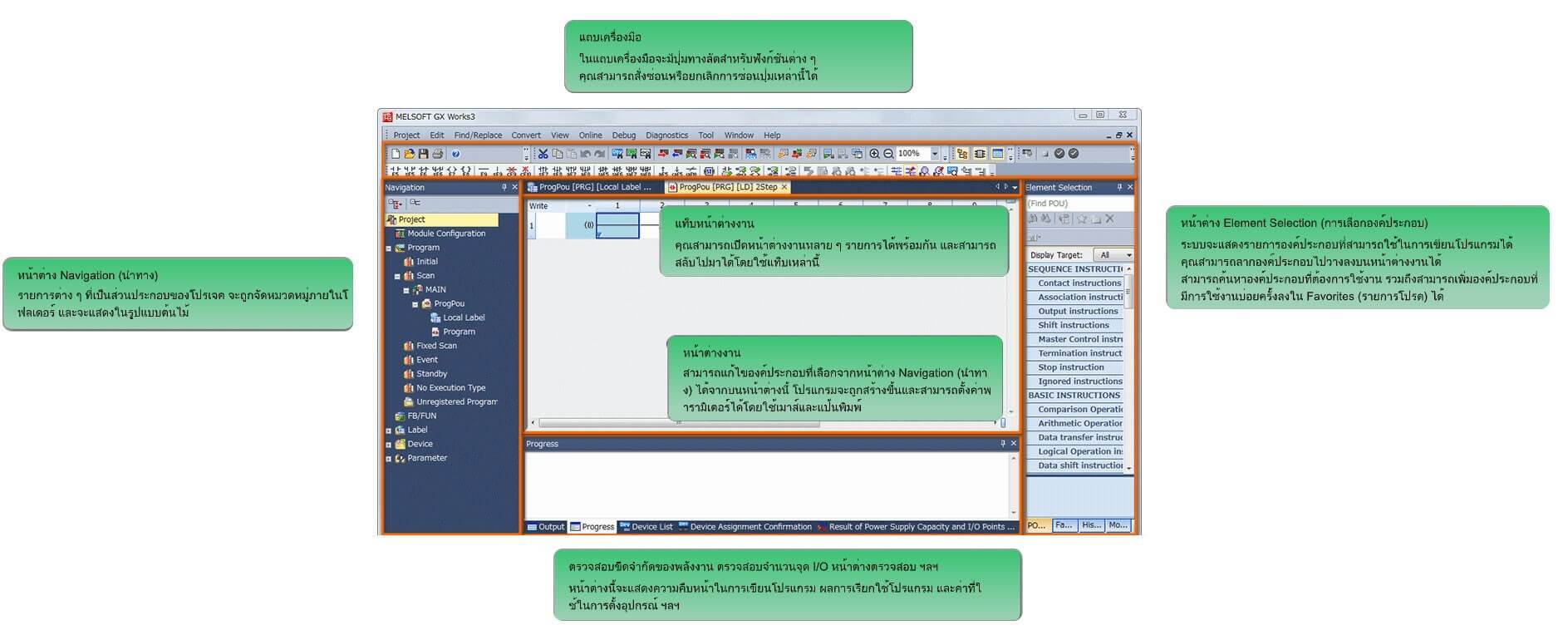
ภาพรวมองค์ประกอบต่างๆ ของ GX Works 3 ก่อนที่จะออกแบบระบบ มีองค์ประกอบดังนี้
- แถบเครื่องมือ สำหรับปุ่มทางลัดฟังก์ชันต่างๆ โดยสามารถสั่งซ่อนหรือยกเลิกการซ่อนได้
- แท็บหน้าต่างงาน สามารถเปิดหน้าต่างงานหลายๆ รายการได้พร้อมกัน
- หน้าต่างงาน สามารถแก้ไของค์ประกอบที่เลือกจากหน้าต่าง Navigation ได้จากหน้าต่างนี้ โปรแกรมถูกสร้างและตั้งค่าพารามิเตอร์ได้
- ตรวจสอบขีดจำกัดกระแสไฟที่เลี้ยงอุปกรณ์ หน้าต่างตรวจสอบจำนวนชุด I/O เป็นต้น เพื่อใช้ในการแสดงความคืบหน้าในการเขียนโปรแกรม ผลการเรียกใช้โปรแกรม และค่าที่ใช้ในการตั้งอุปกรณ์
- หน้าต่าง Element Selection (การเลือกองค์ประกอบ) ระบบจะแสดงรายการองค์ประกอบที่สามารถใช้ในการเขียนโปรแกรมได้ สามารถลากองค์ประกอบไปวางลงบนหน้าต่างงานได้ และค้นหาองค์ประกอบที่ต้องการใช้งาน รวมถึงสามารถเพิ่มองค์ประกอบที่มีการใช้งานบ่อยครั้งลงใน Favorite (รายการโปรด) ได้
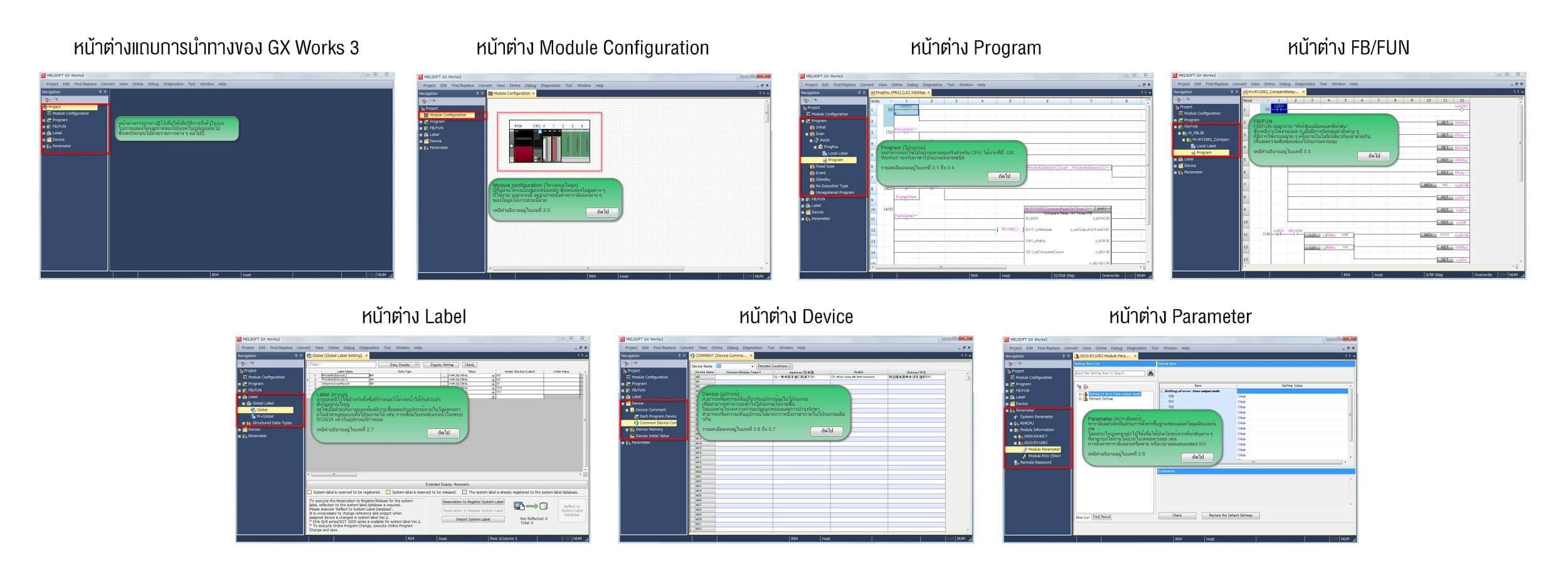
- หน้าต่างนำทาง (Navigation) รายการส่วนประกอบต่างๆ ของโปรเจค จะถูกจัดหมวดในโฟลเดอร์และโครงสร้างการแสดงผลแบบต้นไม้ (Tree view) ซึ่งมีเครื่องมือดังนี้
- Module Configuration (โครงแบบโมดูล) ที่คือส่วนโครงแบบของระบบหลัก ซึ่งจะแสดงโมดูลต่างๆ ที่ใช้งาน นอกจากนี้จะสามารถตั้งค่าพารามิเตอร์ต่างๆ ของโมดูลได้
- Program (โปรแกรม) จะสามารถแก้ไขโปรแกรมควบคุมจริง สำหรับ CPU ได้จากที่นี่ GX Works 3 รองรับภาษาโปรแกรมหลายชนิด
- FB/FUN ย่อมาจาก “ฟังก์ชันบล็อคและฟังก์ชัน” เหมาะสำหรับเงื่อนไขของโปรเเกรมที่มีการใช้งานบ่อยๆโดยการการจัดกลุ่มคำสั่งต่างๆ ที่มีการใช้งานหลายๆ ครั้ง ภายในโลจิกเดียวกัน เพื่อลดความซับซ้อนของโปรแกรมควบคุม
- Label (ลาเบล) ลาเบลจะมีไว้ใช้สำหรับตั้งชื่อที่กำหนดไว้ล่วงหน้าให้กับตัวแปร ซึ่งโดยส่วนใหญ่จะใช้เมื่อตัวแปรภายนอกต้องมีการเชื่อมต่อกับอุปกรณ์ภายในโดยตรง ภายในตัวควบคุมแบบตั้งโปรแกรมได้ เช่น การเชื่อมโยงระดับเกจน้ำในระบบ SCADA เข้ากับอุปกรณ์ที่กำหนด
- Device (อุปกรณ์) สามารถเพิ่มความเห็นเกี่ยวกับอุปกรณ์ลงในโปรแกรม เพื่อสามารถทำความเข้าใจโปรแกรมได้ง่ายขึ้น โดยเฉพาะในระหว่างการแก้จุดบกพร่องและการบำรุงรักษา สามารถเพิ่มความเห็นอุปกรณ์ได้มากกว่าหนึ่งภาษาภายในโปรแกรมเดียวกัน
- Parameter (พารามิเตอร์) พารามิเตอร์จะเป็นส่วนการตั้งค่าพื้นฐานของแต่ละโมดูลอินเตอร์เฟซ โดยส่วนใหญ่จะถูกนำไปใช้ประโยชน์จากฟังก์ชันต่างๆ ที่สามารถใช้งานได้ภายในระบบควบคุม เช่น การตั้งค่าพารามิเตอร์เครือข่าย หรือเวลาตอบสนองของ I/O
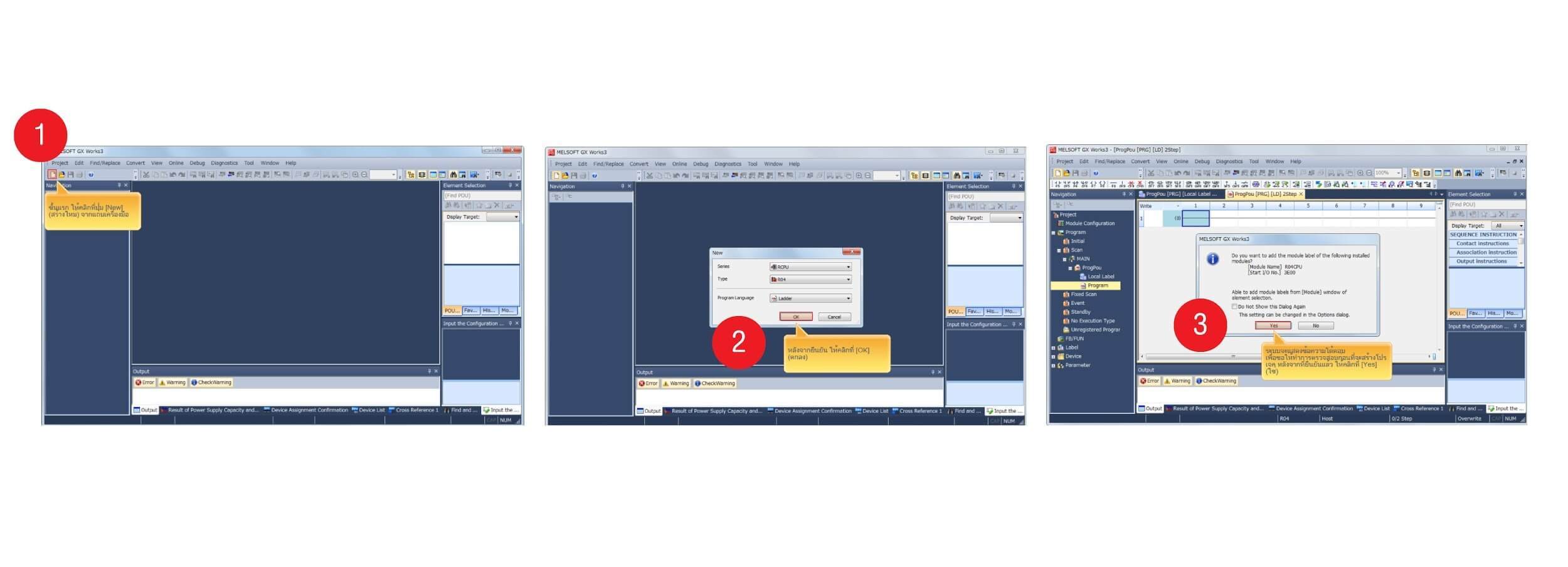
1) การสร้างโปรเจค
ประกอบด้วยองค์ประกอบต่างๆ รวมเข้าไว้ด้วยกัน เช่น โปรแกรมและพารามิเตอร์ เพื่อให้สามารถเข้าใจงานได้สะดวก
1.1) คลิกที่ปุ่ม [New] จากแถบเครื่องมือ
1.2) เลือกชนิด PLC และโปรแกรมตามการใช้งาน หลังจากนั้นคลิก [OK]
1.3) ระบบจะแสดงข้อความโต้ตอบ เพื่อขอให้ทำการตรวจสอบก่อนที่จะสร้างโปรเจค หลังจากตรวจสอบ คลิกที่ [Yes]
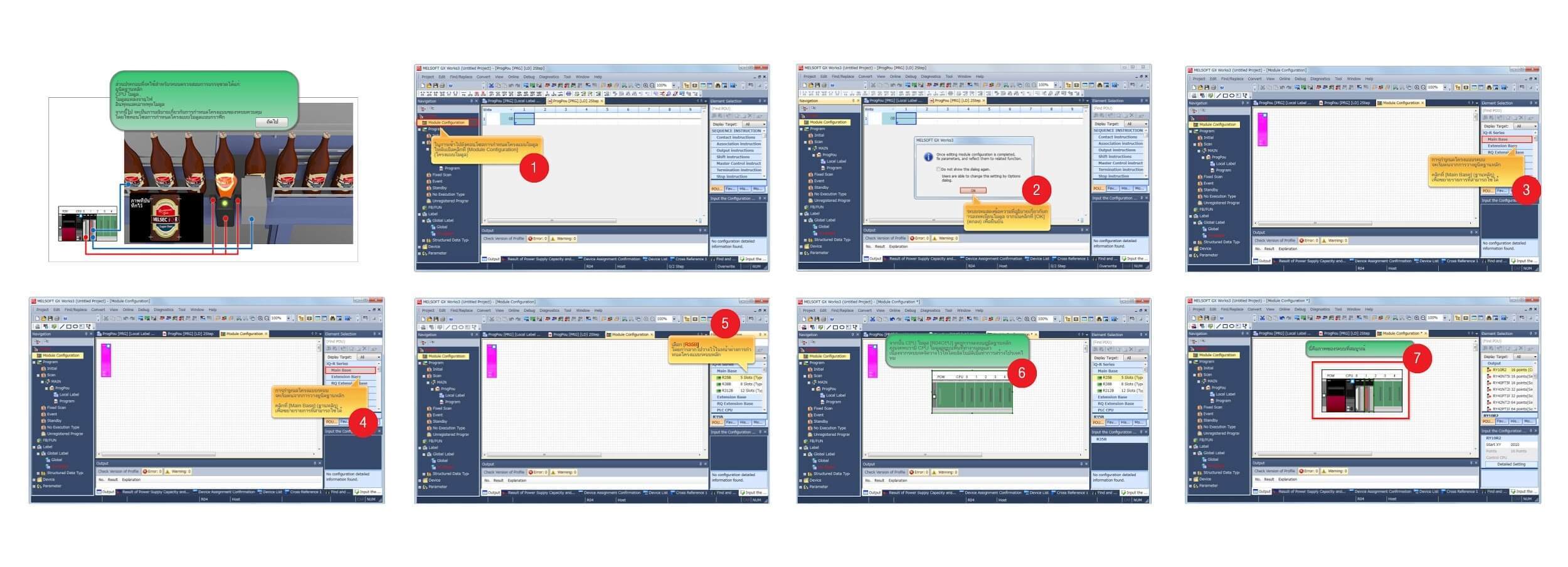
2) Module Configuration
2.1) ในการเข้าไปยังหน้าต่างการกำหนด PLC system ให้ดับเบิลคลิกที่ [Module Configuration]
2.2) ระบบจะแสดงข้อความที่อธิบายเกี่ยวกับการลงทะเบียนโมดูล (Module Register) จากนั้นคลิกที่ [OK]
2.3) การกำหนด PLC System จะเริ่มต้นจากการวางยูนิตฐาน (Main Base) คลิกที่ [Main Base] เพื่อขยายรายการที่สามารถใช้ได้
2.4) เปิดแถบโมดูล [iQ-R Series] เพื่อเลือกโมดูลต่างๆ ที่ติดตั้งไว้
2.5) เลือก [R35B] โดยการลากไปวางไว้ในหน้าต่างการกำหนด System หลัก
2.6) เลือกโมดูลต่างๆ ของ PLC จนครบ
2.7) ซอฟต์แวร์ควบคุมโมดูลต่างๆ พร้อมใช้งานแล้ว
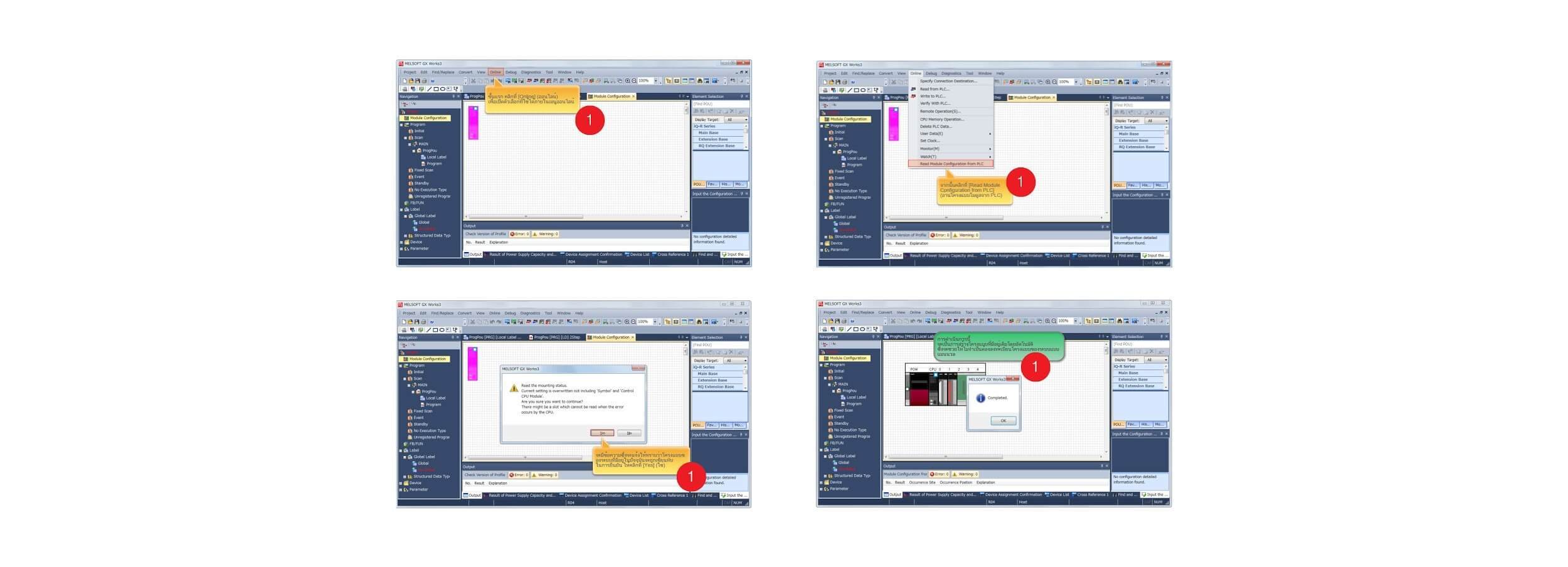
3) การอ่าน Module Configuration (System จริงของ PLC)
3.1) คลิกที่ [Online] เพื่อเปิดตัวเลือกที่ใช้ได้ภายในเมนูออนไลน์(Online)
3.2) คลิกที่ [Read Module Configuration from PLC]
3.3) จะมีข้อความแสดงให้ทราบว่า System ของระบบที่มีอยู่ในปัจจุบันจะถูกเขียนทับในการยืนยัน คลิกที่ [Yes]
3.4) คลิกที่ [OK] เพื่อยืนยันการดำเนินการ
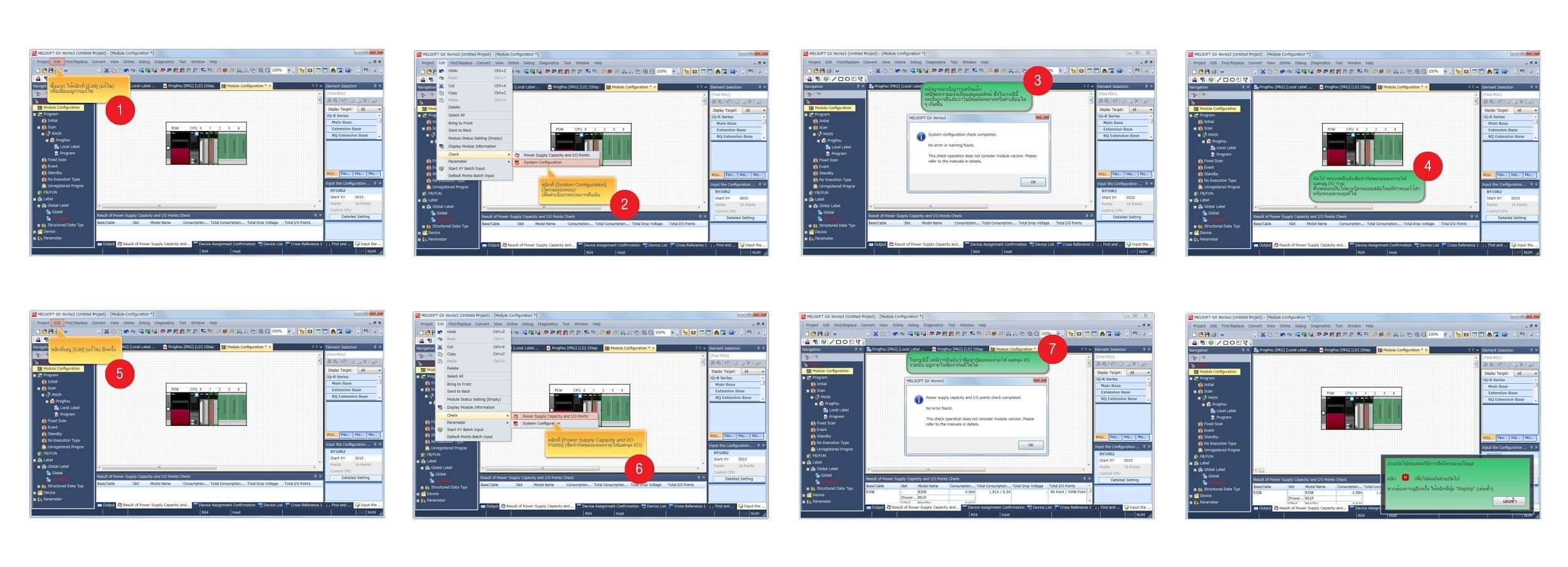
4) การตรวจสอบหลังการวาง Module Configuration (System จริงของ PLC)
4.1) คลิกที่ [Edit] เพื่อเปิดเมนูการแก้ไข
4.2) คลิกที่ [System Configuration] เพื่อดำเนินกระบวนการยืนยัน
4.3) หลังจากดำเนินการเสร็จแล้ว จะมีข้อความแจ้งเพื่อแสดงผลลัพธ์ ซึ่งเป็นการยืนยันว่าไม่มีข้อผิดพลาดใดๆ คลิก [OK] เพื่อยืนยัน
4.4) ถัดไป ระบบจะยืนยันขีดจำกัดแหล่งจ่ายไฟและจุด I/O รวม ซึ่งต้องเป็นไปตามขีดจำกัดความสามารถของโมดูลแหล่งจ่ายไฟที่ใช้งาน
4.5) คลิกที่ [Edit] อีกครั้ง
4.6) คลิกที่ [Power Supply Capacity and I.O Points]
4.7) ในกรณีนี้ จะมีการยืนยันว่าขีดจำกัดแหล่งจ่ายไฟและจุด I/O รวม อยูภายในขีดจำกัดที่ใช้ได้ คลิก [OK] เพื่อยืนยัน
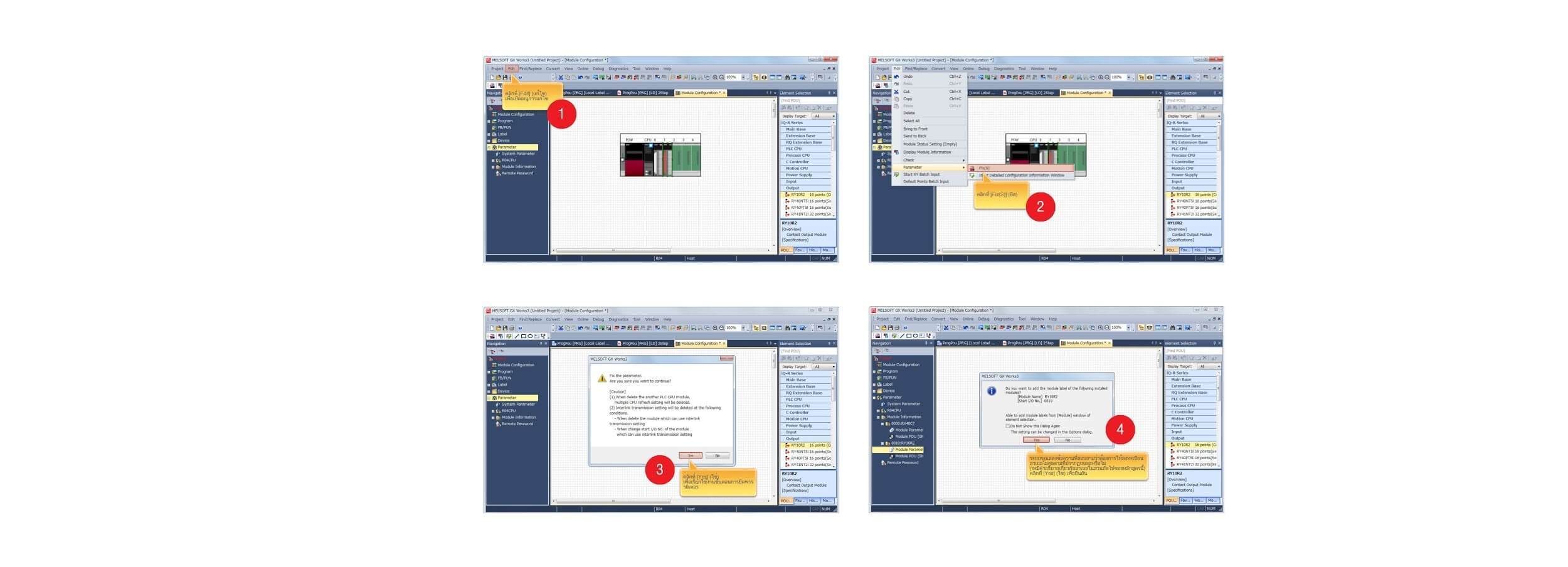
5) การการยืนยัน System
5.1) คลิกที่ [Edit] เพื่อเปิดเมนูการแก้ไข
5.2) คลิกที่ [Fix(S)]
5.3) หลังจากที่สรุปสุดท้ายโครงแบบโมดูลเรียบร้อยแล้ว ไฟล์พารามิเตอร์ของแต่ละโมดูลที่ลงทะเบียนไว้ในโครงแบบของระบบ จะปรากฎขึ้นโดยอัตโนมัติ คลิกที่ [Yes] เพื่อเรียกใช้งานขั้นตอนการยึดพารามิเตอร์
5.4) ระบบจะแสดงข้อความที่สอบถามว่าต้องการให้ลงทะเบียนลาเบลโมดูลตามที่ปรากฎบนหน้าจอหรือไม่ คลิกที่ [Yes] เพื่อยืนยัน
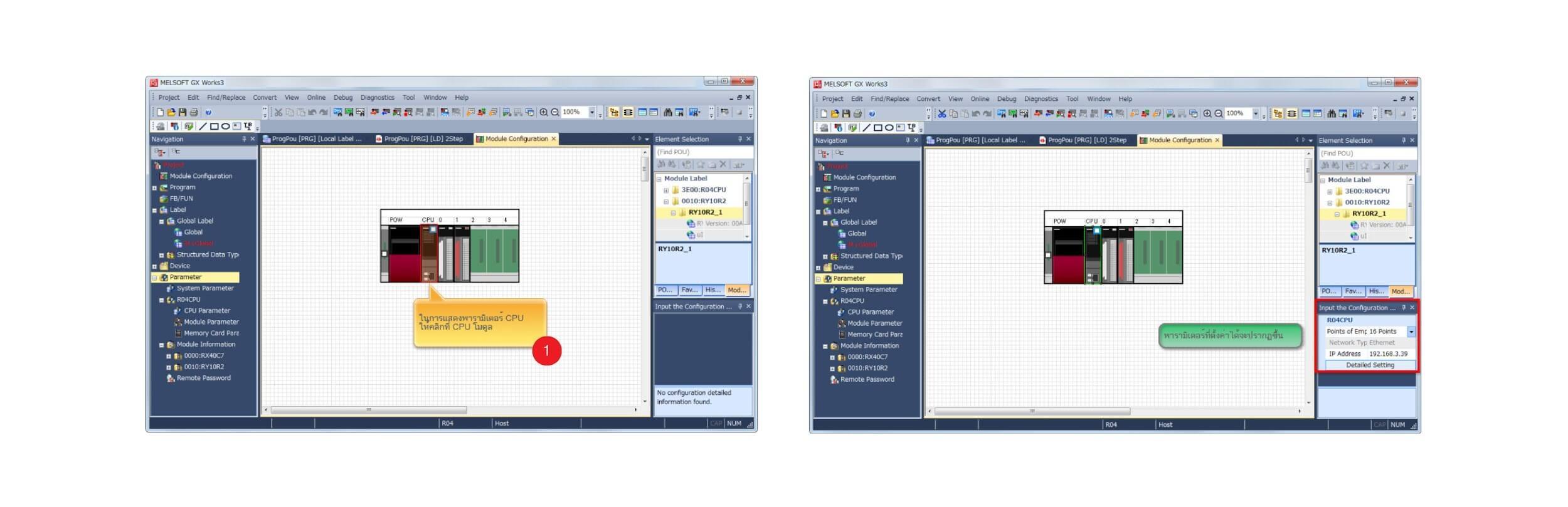
6) การตั้งค่าการทำงานของโมดูล
ส่วนใหญ่พารามิเตอร์จะถูกนำไปใช้ในการตั้งค่าฟังก์ชัน ซึ่งใช้ในระบบการประมวลผลของ PLC เช่น การตั้งค่าพารามิเตอร์เครือข่ายหรือเวลาการตอบสนองของ I/O โดยจะสามารถเปลี่ยนแปลงพารามิเตอร์ได้ตามความจำเป็น
1) การแสดงพารามิเตอร์ CPU คลิกที่ CPU Module จากนั้นพารามิเตอร์ที่ตั้งค่าได้จะปรากฎขึ้น
การใช้งาน GX Works 3 สำหรับควบคุม PLC รุ่น MELSEC iQ-R อาจไม่ได้ยากอย่างที่คิด ซึ่งนอกจากการออกแบบระบบ MELSEC iQ-R ยังสามารถทำการแก้ไขโปรแกรม การตรวจสอบการทำงาน และการบำรุงรักษา เพื่อควบคุมการทำงานของระบบการผลิตได้อย่างง่ายดาย
MELSEC iQ-R ยังมีความสามารถในการควบคุมแบบ multi-discipline การออกแบบขั้นสูงของ MELSEC iQ-R ช่วยพัฒนาประสิทธิภาพการผลิตและการทำงานของเครื่องได้อย่างยอดเยี่ยม และยังมี CPU , I/O และ เน็ตเวิร์กโมดูลที่หลาย รองรับความต้องการในการเชื่อมต่ออุปกร์ต่างๆได้อย่างคลอบคลุม

จุดเด่นของ MELSEC iQ-R
• ประมวลผลโดยใช้เวลาเพียง 0.98 ns ทำให้กระบวนการผลิตมีประสิทธิภาพมากขึ้น
• สามารถใส่โมดูลซีพียูได้ถึง 4 โมดูลในMain base( อุปกรณ์กลางในการเชื่อมต่อโมดูลให้สามารถทำงานร่วมกันได้) ช่วยให้การสื่อสารข้อมูลเป็นไปได้อย่างรวดเร็วและสมบูรณ์
• ปรับปรุงโปรแกรมและแก้ไขปัญหาได้ง่ายขึ้นด้วยโปรแกรม GX Works3
• เพิ่มความเร็วในการตอบสนองของเครื่องจักร และการสื่อสารข้อมูลได้ด้วยการใช้เครือข่าย CC-Link IE Field network ที่เป็นการเชื่อมต่อ Ethernet สำหรับอุตสาหกรรม
• สามารถใช้ฟังก์ชัน Recipe(สูตรการผลิต) และ Data logging ได้ในตัว ด้วย Built-in SD memory card
• ยกระดับเรื่องความปลอดภัยด้วย Hard key security
ข้อควรระวังด้านความปลอดภัย
เมื่อคุณรียนรู้โดยอิงตามการใช้งานผลิตภัณฑ์จริง โปรดอ่านข้อควรระวังต่างๆ ในคู่มือการใช้งานอย่างละเอียดให้เข้าใจ
ข้อควรระวัง
หน้าจอที่แสดงของเวอร์ชั่นที่คุณใช้อาจจะแตกต่างจากในหลักสูตรนี้ หลักสูตรนี้จะใช้ซอฟต์แวรเวอรชันต่อไปนี้
- GX Works3 เวอร์ซัน 1.007H
แบ่งปันเพจนี้