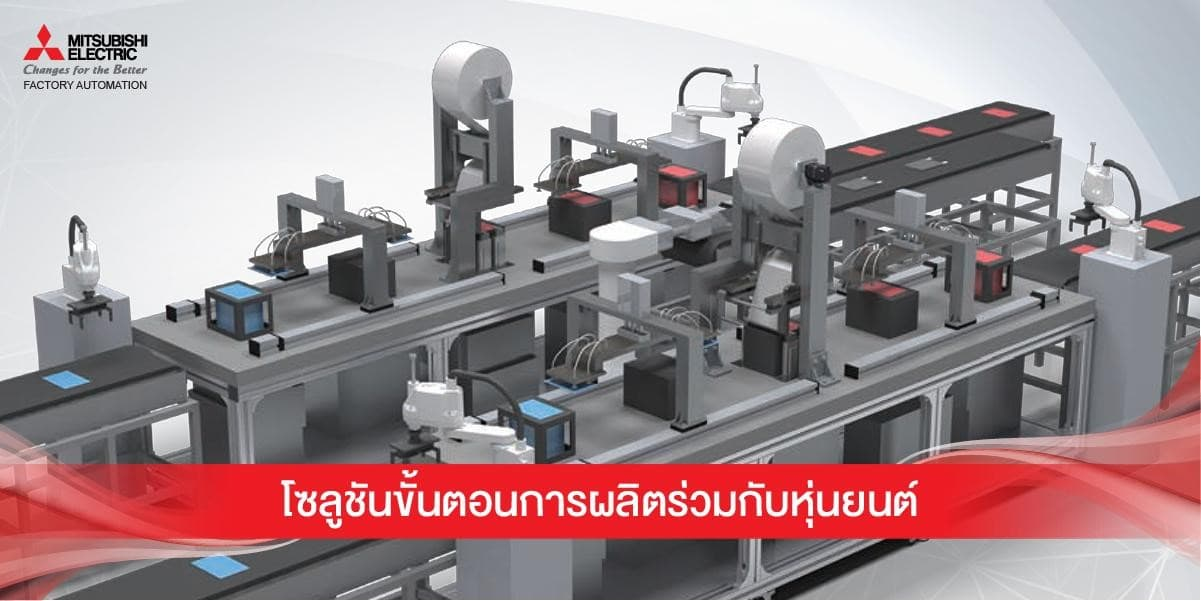
แบตเตอรี่ลิเธียมไอออน (Lithium Ion Battery) เป็นผลิตภัณฑ์ที่ต้องได้รับการผลิตในอุตสาหกรรมขนาดใหญ่ ซึ่งประกอบด้วยกระบวนการทางอิเล็กทรอนิกส์ที่ซับซ้อน ตั้งแต่การตรวจสอบบรรจุภัณฑ์และการขนส่ง ทำให้อุปกรณ์ที่ใช้งานแบบ Automation นั้นต้องรวมเอาเทคโนโลยีของอุปกรณ์ FA จาก Mitsubishi Electric ในการพัฒนาระบบควบคุมแรงดัน ไดรฟ์ การซิงโครนัสหุ่นยนต์ และการทำงานร่วมกับไอที ด้วยแนวคิดของเทคโนโลยี e-F@ctory ซึ่งทำให้เกิดการผลิตแบตเตอรี่ลิเธียมไอออนคุณภาพสูงได้อย่างมีประสิทธิภาพ
Mitsubishi Electric FA มีส่วนช่วยในการควบคุมการทำงานและระบบป้องกันคุณภาพทั่วทั้งโรงงาน:
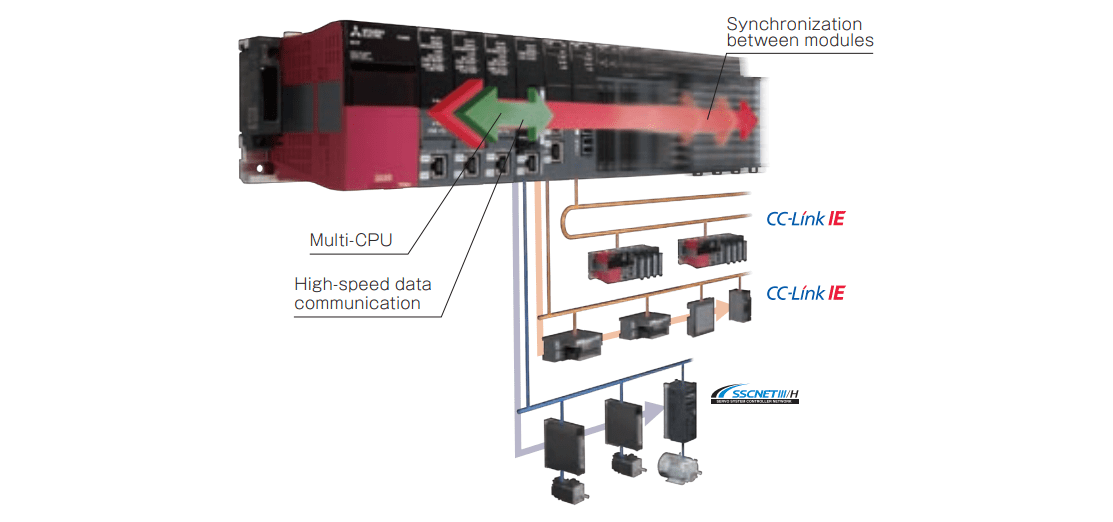
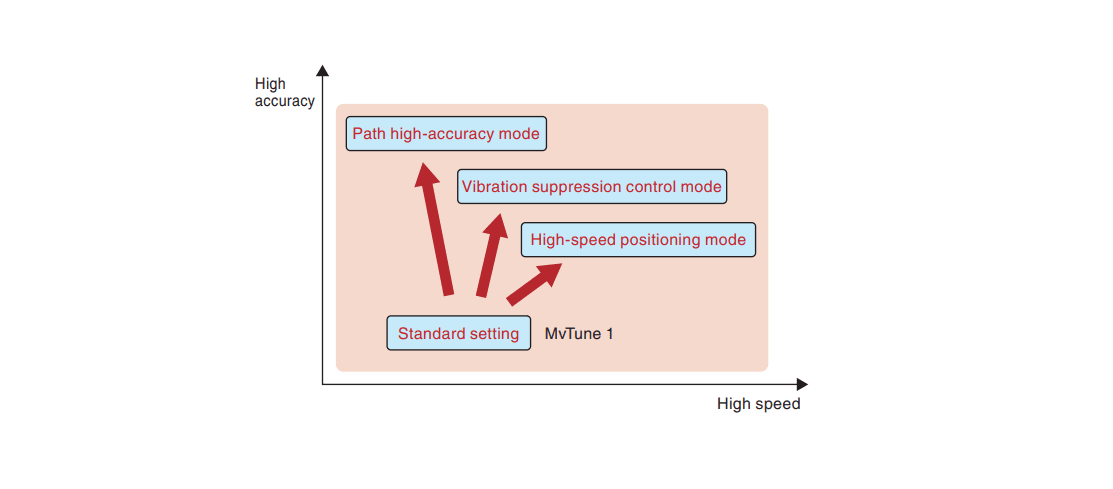
● อุปกรณ์ที่หลากหลาย พร้อมรองรับโรงงานผลิตในระดับต่างๆ● ตั้งแต่การกำหนดตำแหน่ง ความเร็ว ความแม่นยำสูง ทำได้ด้วยเซอร์โว AC และการควบคุมแบบซิงโครนัสแบบหลายแกน ช่วยเพิ่มประสิทธิภาพการทำงาน
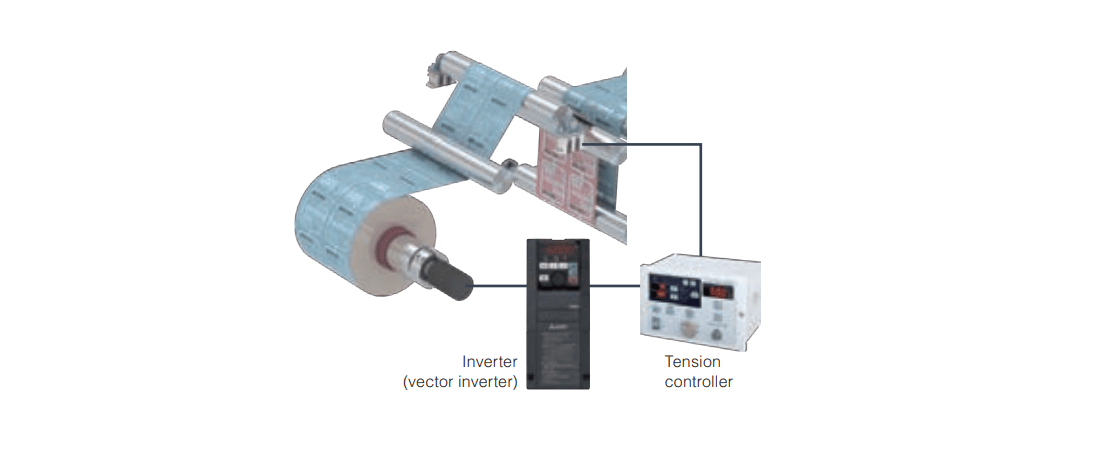
● อินเวอร์เตอร์ควบคุมระบบการทำงานที่เสถียรและมีประสิทธิภาพสูง ได้รับการยอมรับด้วยการควบคุมความเร็วและการควบคุมแรงบิดที่มีประสิทธิภาพ
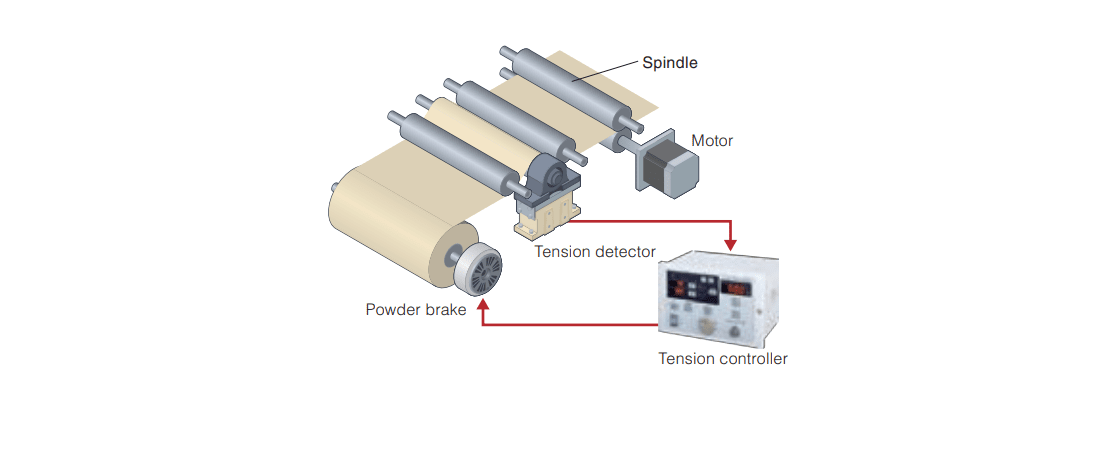
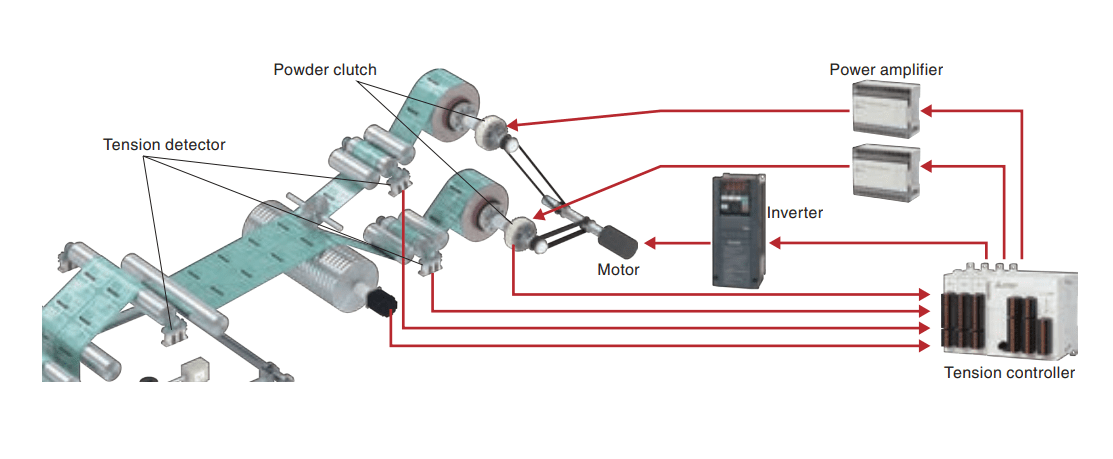
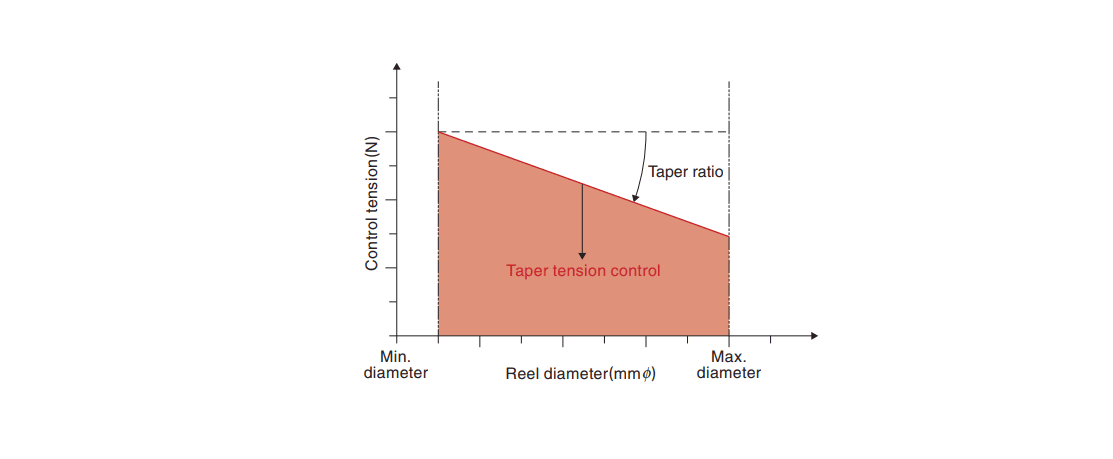
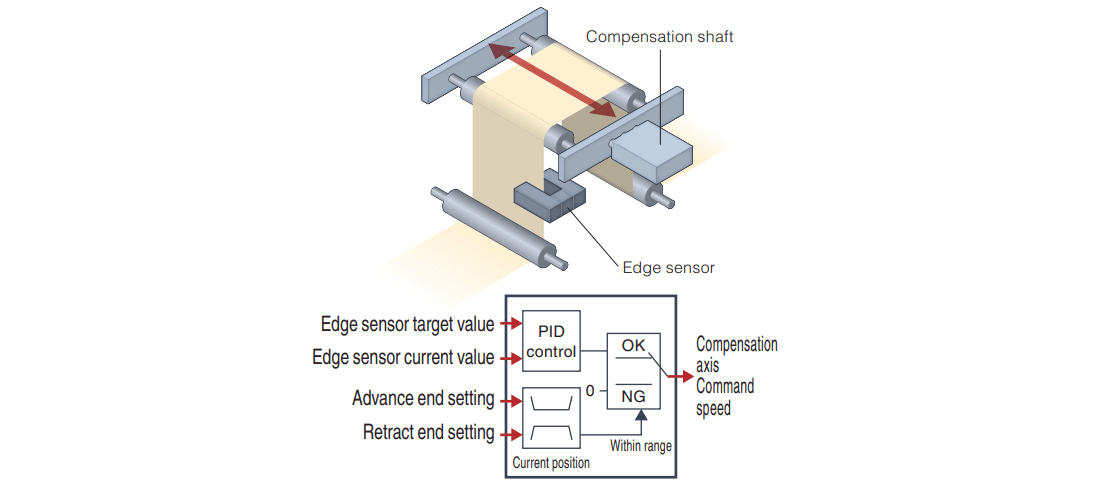
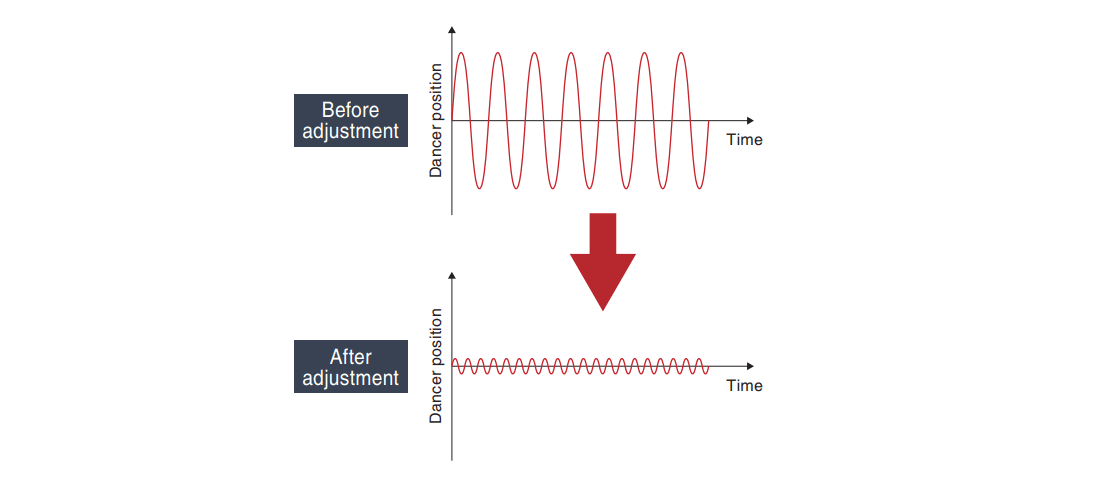
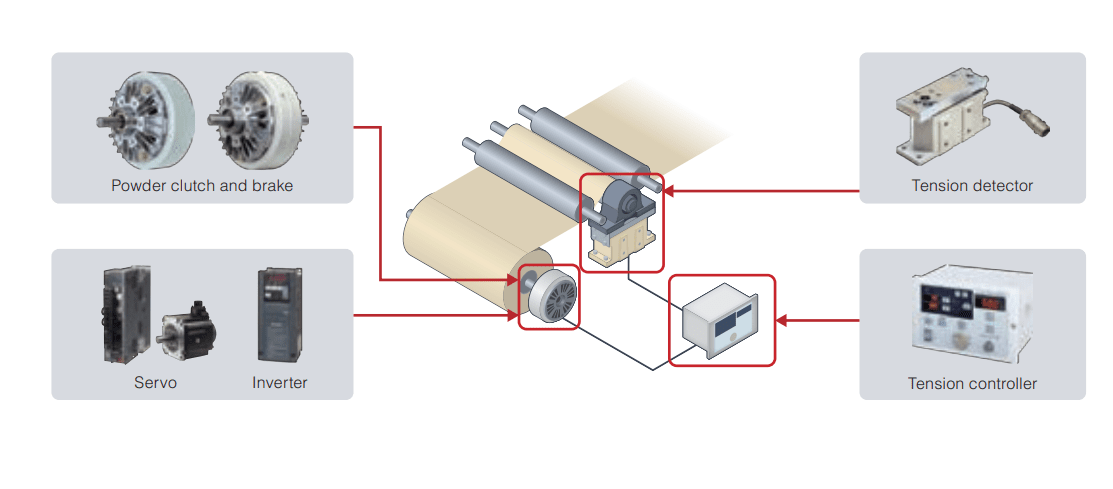
● ระบบคลายและดัดโค้งโครงสร้างอย่างง่ายดาย ด้วยเครื่องตรวจจับแรงดึงและตัวควบคุมความตึง
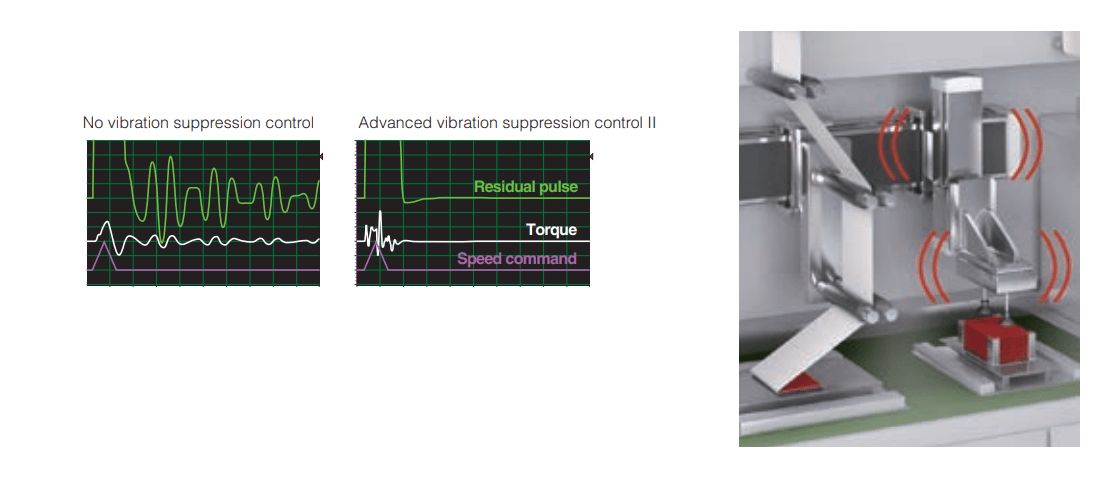
● ตัวหุ่นยนต์น้ำหนักเบาและแขนที่กะทัดรัด ช่วยประหยัดพื้นที่
โซลูชันขั้นตอนการผสมวัสดุเคลือบแถบโลหะแบตเตอรี่

เครื่องกวนผสมวัสดุแบตเตอรี่ที่เคลือบเข้ากับชิ้นส่วนอิเล็กนิกส์ของแบตเตอรี่ลิเธียมไอออน
ปัญหา/ ความท้าทาย:
1. ปัญหาความไม่สม่ำเสมอของส่วนผสมในวัสดุเคลือบแบตเตอรี่
2. ปัญหาความหนืดของส่วนผสมที่ต้องมีความเหมาะสมที่เท่ากัน
3. ปัญหาการเคลื่อนย้ายอุปกรณ์และวัสดุเคลือบได้อย่างง่ายดายตามประเภทของแบตเตอรี่
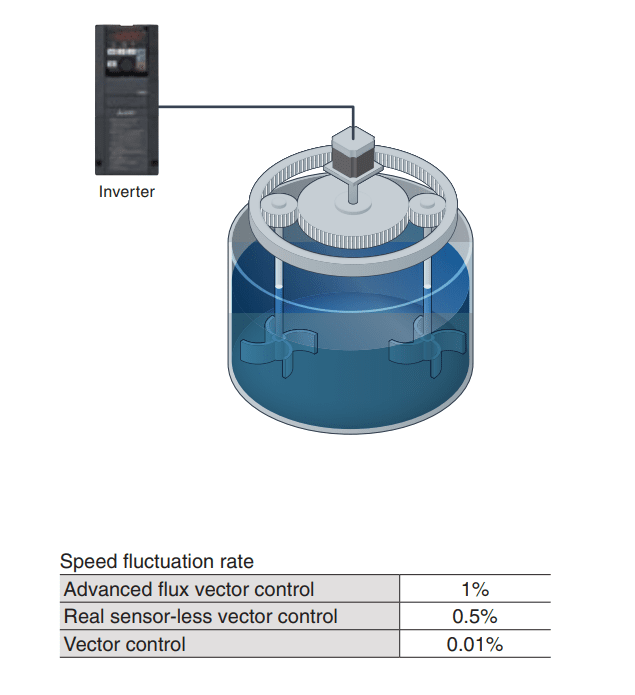
โซลูชันที่ 1 การควบคุมความเร็วที่เสถียร
อินเวอร์เตอร์จาก Mitsubishi Electric ช่วยให้สามารถควบคุมความเร็วของเครื่องกวนผสม ทำให้ได้วัสดุเคลือบมีคุณภาพหรือปริมาณที่เหมาะสมกับวัสดุแบตเตอรี่
● ควบคุมอัตราความผันผวนของความเร็วอยู่ในระดับต่ำดังนั้น ซึ่งช่วยให้สามารถมั่นใจได้ว่าการทำงานมีความเร็วที่คงที่
ข้อสังเกต
● สามารถควบคุมมอเตอร์ยี่ห้ออื่นแบบอัตโนมัติ จากการใช้งานแบบออฟไลน์ได้● สามารถใช้ได้กับงานอินเวอร์เตอร์กำลังการขับสูง เพื่อรองรับอุปกรณ์ขนาดใหญ่ได้
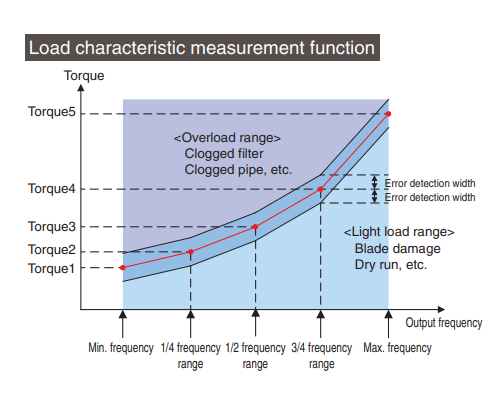
โซลูชันที่ 2 การควบคุมแรงบิดระหว่างการผสมวัสดุ
แม้ว่าจะไม่สามารถวัดความหนืดได้โดยตรง แต่ก็สามารถผสมวัสดุให้มีความหนืดที่เหมาะสมได้ โดยการตรวจสอบแรงบิดของมอเตอร์นั่นเอง
● ควบคุมความหนืดได้ด้วยแรงบิดของมอเตอร์ที่ประมาณการได้ โดยใช้การควบคุมแบบ sensor-less vector
● ฟังก์ชันการวัดลักษณะวัสดุ (Load Characteristic Measurement Function) สามารถตรวจสอบสถานะและตรวจจับข้อผิดพลาดได้อย่างรวดเร็ว เช่น การแตกหักของเพลาในเครื่องผสม
ข้อสังเกต
● การควบคุม sensor-less vector ไม่จำเป็นต้องใช้ encoder● ฟังก์ชันการวัดลักษณะวัสดุ (Load Characteristic Measurement Function) ยังสามารถดำเนินการบำรุงรักษาเชิงป้องกันได้
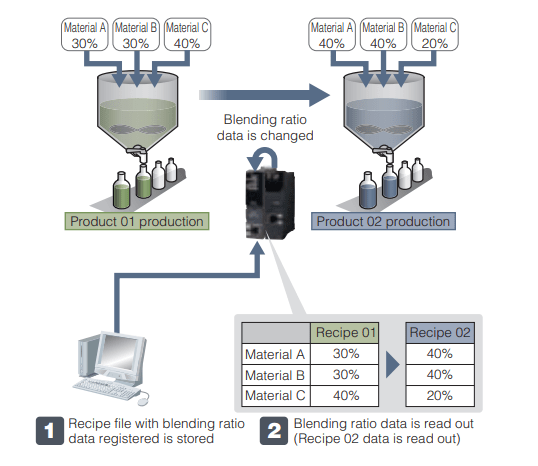
โซลูชันที่ 3 ควบคุมการตั้งค่าทุกกระบวนการผสมให้เสร็จสิ้นได้อย่างง่ายดาย
กำหนดอัตราส่วนการผสมได้อย่างง่ายดาย ด้วยหน่วยบันทึกข้อมูลความเร็วสูง
● ไฟล์สูตรส่วนผสมจะถูกเก็บไว้ในการ์ดหน่วยความจำ SD โดยใช้ฟังก์ชันเซิร์ฟเวอร์ FTP
● สามารถตั้งค่าไฟล์สูตรส่วนผสมที่ตรงกับประเภทแบตเตอรี่ โดยจะถูกตั้งค่าและควบคุมอัตราส่วนการผสมของวัสดุที่จะเติมลงไปได้
ข้อสังเกต
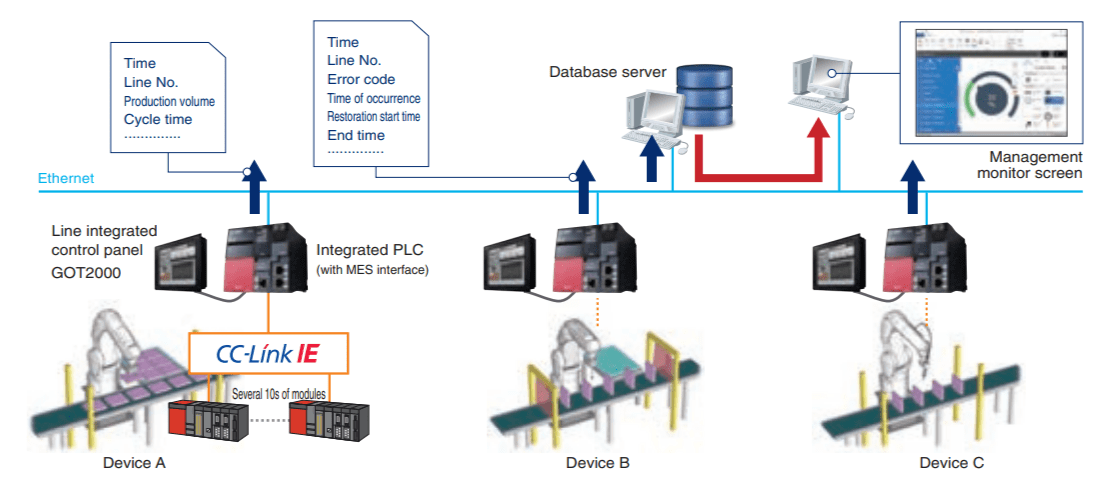
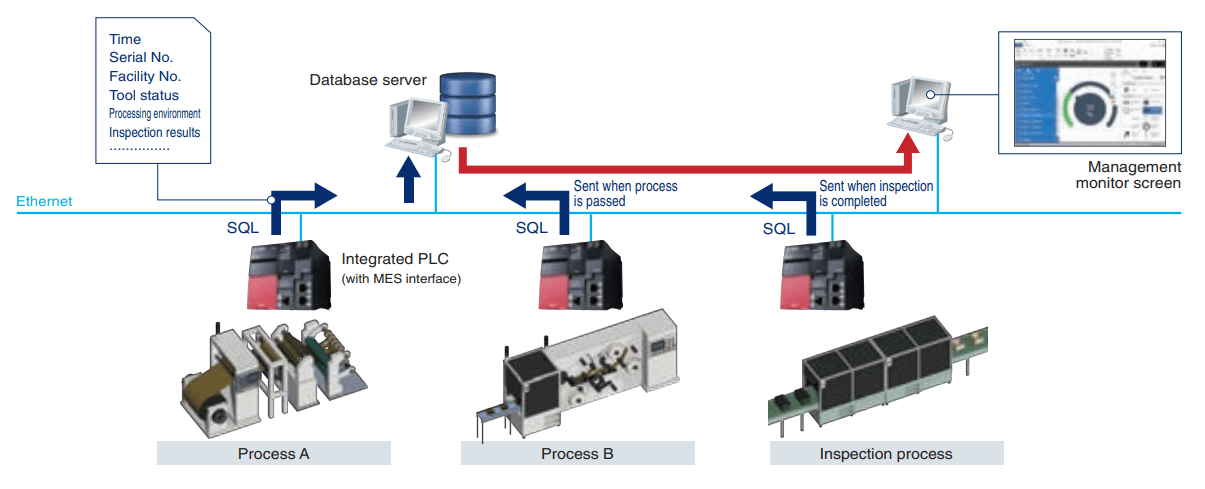
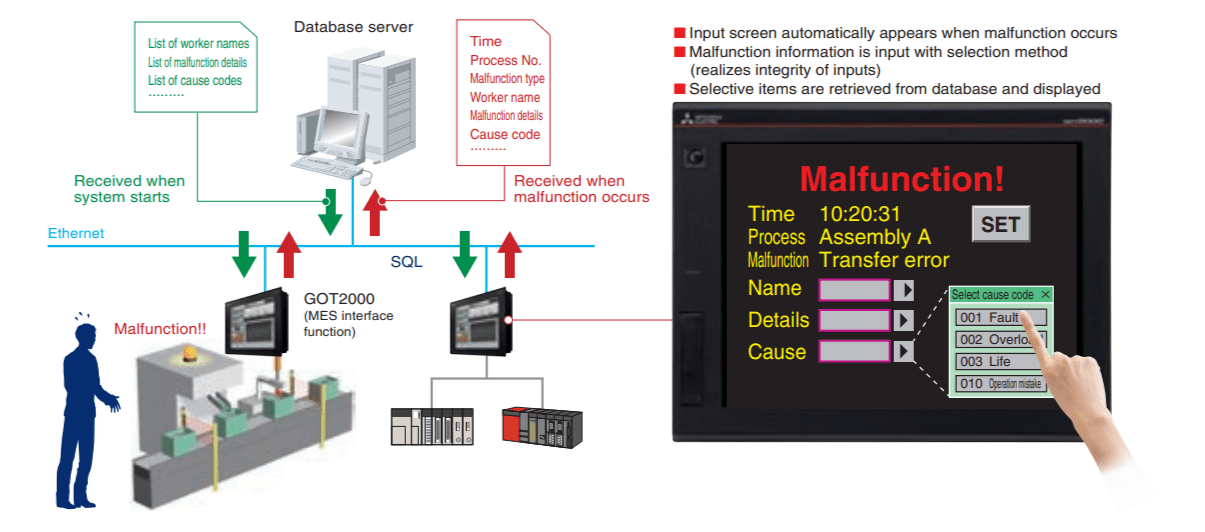
● การใช้ MES Interface module ทำให้สามารถนำเข้าข้อมูลสูตรส่วนผสมในฐานข้อมูลได้ตลอดเวลา