






Capabilities
Case studies around the world
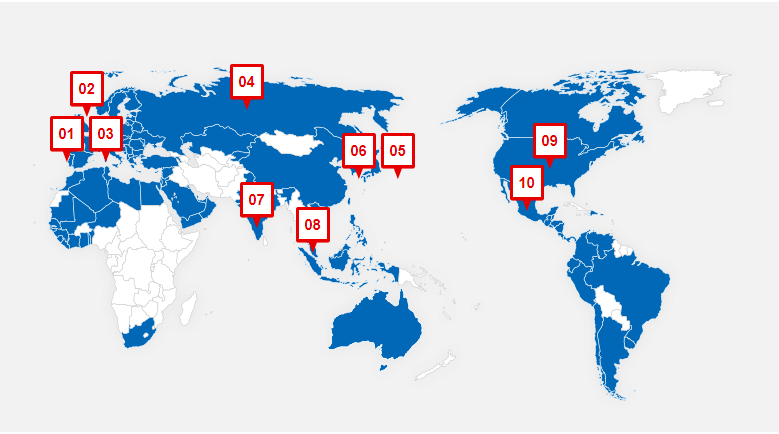
01
Platform Industrie 4.0
Country: Germany
Results: Mitsubishi Electric take part in Working Group 1 part of the German Government project to define future manufacturing strategy for the 4th Industrial revolution.
02
Stadtwerke Rotenburg an der Fulda
Country: Germany
Industry: Waste water treatment
Results: Condition Monitoring System applied to 3 pumps in unmanned treatment station system cost was recovered after the prevention of two failed drive gearboxes (Ratio of new gearbox cost vs gearbox refurbish cost = 5:1).
20,000 plus local residents experience no inconvenience.

03
Mitsubishi HiTec Paper Europe GmbH
Country: Germany
Industry: Pulp & Paper
Results: Condition Monitoring System applied to 26 critical cooling fans in large paper mill.
System cost was recovered after the prevention of one unplanned stop as machine and product damage was eliminated along with unplanned stoppage and recovery time.

04
Russian Railways
Country: Russia
Industry: Transportation
Results : Reconditioning of thousands of items of rolling stock required complex planning, tracing and tracking.
The automated capture of data at all steps ensured precise records per rolling stock asset; this meant increased safety levels as no assets were missed and reduced asset loss.

05
Mitsubishi Electric
Country: Japan
Industry: Electrical and electronics manufacturing
Results: Modernization of existing line required to cope with more model variations of small batch size with fast change over. Operating rate increased 1.6 times, productivity increased 1.3 times, area to productivity ratio increased 2.8 times
06
Nitto Denko Corporation
Country: Japan
Industry: Electronics
Results: Condition Monitoring System applied to old/existing wiring utilizing Earth leakage monitoring to identify critical cabling.The system increased plant safety, allowed planned maintenance and full compliance to national regulations.

07
Maruti Suzuki
Country: India
Industry: Automotive
Results: High levels of automation required to produce 15 brands with more than 150 variants hence "fool-proofing" is required with full reporting in assembly processes to reduce and manage errors.
Reduction in the number of incorrectly fitted parts and the associated rework costs. Associated network complexity and installation space and costs reduced while maintenance become much easier.

08
Intel Corporation
Country: Malaysia
Industry: Semiconductor
Results: Additional system monitoring to exisiting machinery allowing greater quality control and preemptive action.
After the pilot project Intel estimated future business wide savings of 9m USD.
09
IIC Testbed
Country: USA
Industry: Industry market analysts
Results: IIC approved "IoT Testbed for Manufacturers" that was jointly presented with Hitachi and Intel to develop a standardized approach to Factory Automation Platform as a Service (FA PaaS) Testbed.

10
Honda Corporation
Country: Mexico (Japan)
Industry: Automotive
Results: Required a new exible factory data network concept that would support data, safety and control with exible topology.
After successful pillot at their model “mother” factory in Yorii, Japan was utilized in their new plant in Mexico. Bene ts include standardised manufacturing concept, shared operational knowledge easier maintenance

e-F@ctory has gained a strong reputation |

